반응형

1. 치의 물림
1). 개요
한 쌍의 기어가 회전할 때, 기어는 a점에서 물리기 시작하고, b점에서 퇴거하기 시작하는데, 동시에 물려있어야 기어가 원활히 회전할 수 있으므로, 이의 물림길이(aPb)는 법선 피치보다 커야한다. (1.2 ~ 1.8)
- 접근 물림 길이 : aP
- 퇴거 물림 길이 : bP
- 이의 물림 길이 : aPb
2). 물림률 : 물림길이와 법선피치의 비이다.
- 접촉점의 궤적은 인벌류트 기어에서는 직선이고, 사이클로드 기어에서는 원호이다.
- 물림률이 클수록 회전이 원활하며, 기어의 진동, 소음, 이의 마모 등에 영향을 끼친다.
- 압력각( α )이 크면 물림률이 저하된다.
2. 치의 간섭과 언더 컷
1) 치의 간섭(이의 간섭)
한쪽 기어의 이 끝이 상대편 기어의 이뿌리에 닿아서 회전하지 않는 것
2) 치의 간섭의 원인과 대책
가). 원인
- 이의 수가 적을 때
- 압력각이 작을 때
- 유효 이 높이가 높은 경우
- 기어와 피니언의 이수비가 너무 클 경우
나). 대책
- 피니언의 이수를 최소 치수 이상으로 한다.
- 기어의 이수를 한계치수 이하로 한다.
- 압력각을 크게한다.
- 치형수정을 한다.
- 기어의 이높이를 줄인다.
3) 언더 컷
- 랙이나 호브로 기어를 가공할 때, 이의 간섭을 일으며 기어의 이뿌리 부분이 깍이는 현상
- 언더 컷의 영향
- 이뿌리가 가늘어져 강도가 저하된다.
- 물림 길이가 감소되어 전동이 불량해진다.
- 방지책
- 전위 기어를 제작한다.
- 이높이를 줄인다.
- 압력각을 증가시켜, 이의 물림을 좋게한다.
- 치형의 이끝면을 낮춘다.
반응형
3. 전위 기어(Shifted Gear)
언더 컷의 방지 등을 목적으로 기준 피치선의 피치원 보다 다소 바깥쪽으로 절삭한 기어로, 이 두께의 균형이 우수하고
퇴거 물음 길이가 접근 물음길이보다 길고, 동력전달에 있어서 아주 우수한 치형을 얻을 목적으로 가공한다.
1) 전위 기어 제작의 목적
- 언더 컷의 방지
- 유효 치면을 증대시켜 이뿌리를 두껍고 강하게 하며 강도 균형을 잡음(치면 강도 개선)
- 축간 거리의 조정(기어 간의 중심거리 조정)
- 맞물림 미끄럼을 감소시켜 물림률 증대
2) 전위량과 물림 압력각
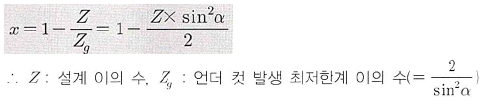
가). 전위계수 x

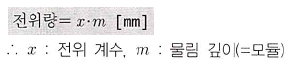
나). 전위량
가공 랙 공구를 이동시킨 치수로서, 전위량 만큼 기어를 전위하면 치면 강도가 향상된다.
결과 값이 0 또는 (-)이면, 전위계수가 "0" 이하이고, 언더 컷이 발생하지 않아 전위가 필요없다.
3) 전위 기어의 특성
가) 장점
- 이 두께의 균형이 좋아 강도가 향상된다.
- 퇴거 물음길이가 접근 물음길이보다 길게되어 동력전달이 우수해진다.(물림률 증대)
- 중심거리 수정이 용이하다.
나) 단점
- 호환성이 떨어진다.
- 베어링 하중이 증가된다.
반응형
'건설기계기술사' 카테고리의 다른 글
| 원심펌프의 동력계산, 효율 및 손실(제반손실) (0) | 2024.10.31 |
|---|---|
| 와이어로프의 검사, 폐기기준, 주의사항 (0) | 2024.10.30 |
| 미끄럼 베어링의 윤활특성(마찰특성) 페트로프 방정식의 유도 (2) | 2024.10.30 |
| 베어링의 종류 및 특성 (0) | 2024.10.29 |
| 동력전달발식과 축이음 (0) | 2024.10.29 |



