- 불 연속부 : 피파괴 검사에서 나타나는 지시된 모양이 결함 조직 등의 영향으로 정상부위와 다르게 나타나는 부분의 총칭
- 결함 : 기준, 시방서의 합격 기준을 만족하지 못하는 크기/형상/방향/위치 등의 특성을 가진 불합격 지시를 나타내는 부분
1. 용접 형상 불량
1) 언더컷 : 과다한 전류로 모재의 일부가 녹아 들어가 상부에 홈을 형성
| 원인 | 방지책 |
| 용접 전류가 너무 강할 때 | 전류를 적당히 낮춘다 |
| 용접봉의 이동 속도가 빠를 때 | 용접봉의 이송 속도를 적당히 낮춘다 |
| Arc 길이가 길 때 | Arc 길이를 짧게 유지한다 |
| 토치 각도 및 운봉이 부적절할 때 | 토치 각도 및 운봉을 적절히 실시한다. |
| 부적당한 용접봉 사용 | 적정한 용접봉을 사용한다. |

- 영향 : 응력부 노치로 응력집중이 발생한다. 피로강도가 저하된다.
2) 오버랩
| 원인 | 방지책 |
| 용접 전류가 너무 약하다 | 전류를 적당히 올린다. |
| 용접 속도가 너무 느리다. | 속도를 적당히 빠르게 한다. |
| 용접봉의 각도 및 운봉이 불량하다. | 각도 운봉을 적절히 실시한다. |
| 부적합한 용접봉의 사용 | 적정한 용접봉을 사용한다. |
- 영향 :
심한경우 노치형성으로 응력이 집중되고, 틈부식이 발생하기도 한다.
용입이 얕아 용접불량으로 강도가 저하된다.
3) 크레이터
| 원인 | 방지책 |
| Arc를 중단하는 경우에 발생 | Arc를 갑자기 끊지 않고, 잠시 멈춘 채 끊는다. |
| 고장력강이나 합금원소가 많은 금속에서자주 발생 | 후퇴법을 시행한다. |
4) 용입부족(IP)
| 원인 | 방지책 |
| 개선각이 너무 큰 경우 Root 캡이 너무 좁은 경우 용접봉이 너무 큰 경우 발생 |
적정한 홈 형상, 용접전류, 속도, 용접봉 크기 |
| 모재 입열량 부족으로 발생 | 적합한 토치 위치와 운봉속도 준수 |
- 영향 :
이음의 강도가 약해진다. 반복하중이 발생할 경우 균열이 발생한다.
※ 언더필(Under fill) : 용접 비드 표면에서 용접이 덜 채워진 형상
5) 스패터 : 용융 금속의 입자가 비산하여 모재 표면에 부착되는 것
| 원인 | 방지책 |
| 전류가 높을 때 | 모재두께, 용접봉 지름에 맞는 최소 전류로 용접 |
| 건조되지 않은 용접봉 사용시 | 건조된 용접봉 사용 |
| Arc 길이가 너무 길 때 | 위빙을 크게하지 않고, 적정한 Arc 길이로 실시 |
| 모재 표면에 녹, 페인트, 유기물 등 오염물이 부착된 경우 | 모재를 청경히 한다. |
6) 아크스트라이크 : 용접부 밖에서 Arc를 발생시킬 때, Arc 열에 의해 모재에 결함이 발생한 것
- 영향 : Arc열에 의해 모재에 급격한 열을 가하고, 순간적으로 냉각되어 모재가 취약해지고, 균열이 발생
2. 내부 결함
1) 은점, 기공, 블로우홀 & 피트
(가). 은점(fish-eye) : 용접 금속 내부에 존재하는 은백색 파단면으로 수소가 기공 or 비금속 개재물이 집결되어 발생하는 일종의 수소 취성이다.
(나). 기공(blow-hole) : 용접시 발생하는 CO, N2, H2 등 가스가 용접 금속 내 기포를 형성
(다). 피트 : 수소와 산소가 원이이 되며, 비드표면에 발생된 큰 기공
| 원인 | 방지책 |
| 용착 금속 내 포한됨 가스가 방출되지 않고, 기공의 형태로 잔류 | 용접금속의 수소, 산소 제거(용접봉 건조 및 습기제거) |
| 실드가스의 유량부족 or 바람으로 대기와의 차폐기능 저하 | 방풍벽을 설치하여 차폐 실시 |
| 용착부의 금냉으로 가스방출 전 응고 | S 함량이 많은 노재는 저수소계 용접봉을 사용 |
| 모재 표면의 오염물, 용접봉의 오염 | 노즐을 수시로 점검하여 스패터를 제거 |
| Arc 길이, 전류 등 용접조건의 부적합 | Arc 길이를 적당히 유지 |
- 영향 :
노치 형성으로 응력집중을 일으키고, 기계적 강도가 저하됨.
부식이 쉽고, 기밀성이 저하된다.
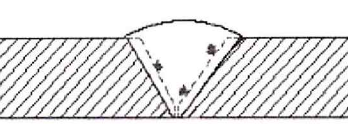
2) 슬래그 혼입(Slag Inclusion)
| 원인 | 방지책 |
| 낮은 용접속도, 낮은 전류로 입열량이 부족하여 슬레그 부상하지 못함. | 넓은 개선과 루트부 간극유지로 슬래그 혼입 방지 |
| 다층 용접시 압층 용접부 슬래그 제거 불충분 | 올바른 운봉과 깨끗한 용접 층을 유지 |
| 용접 개선 각도, 용접사의 부적절한 운봉 | 적당한 용접봉 지름 및 전류 값을 선택 |
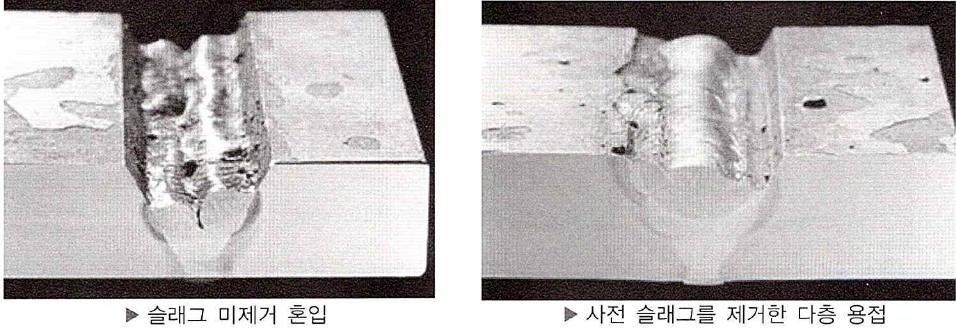
- 영향 : 용접부 강도 및 연성을 저하시키며, 취성파괴의 원인으로 작용한다.
3) 융합 불량(Incomplete fusion)
저온겹침(Cold Lap) 또는 Lack of fusion(LF)라고도 하며, 융착 금속이 충분히 용융되지 않아 융합이 되지 않은 형태
| 원인 | 방지책 |
| 용접사 기량부족으로 입열량이 부족하여 모재를 녹이지 못하여 발생 | 적절한 용접조건 및 용접사의 기량 유지 |
| 개선각이 너무 크거나 루트갭이 너무 좁을 때 | 루트 간격 및 용접치수를 조절 |
| 다층 용접에서 압층의 비드가 불량하거나 두 모재의 두께 차가 큰 경우 운봉 속도가 일정하지 못할 때 |
적합한 토치의 위치 및 운봉 속도 조절 선행층의 비드를 양호하게 시공 |
- 영향 : 이음부의 강도 저하
4) 텅스텐 혼입
텅스텐 전극이 아크열에 의해 과열되어 용융금속으로 혼입 및 응고되는 현상으로 GTAW에서 발생
| 원인 | 방지책 |
| 과열된 텅스텐 전극과 용접봉의 접촉 | |
| 전극봉의 상태 불량 (그라인딩, 스패터에 의한 오염) |
적절한 전극봉의 관리 |
| 과도한 전류사용 | 적절한 전류 사용 |
3. 용접 Process별 주요 용접 결함
1) 피복 Arc 용접(SMAW)
- 용입부족
- 언더컷
- 슬래그 혼입
- 기공
- 용접 금속 터짐
- 모재 터짐
- 용접 금속 취화
- 모재 취화
- 선상 조직
2) Shielding Gas 사용 용접(GTAW, FCAW, GMAW)
- 표면비드불량
- 용입 및 용융 불량
- 언더컷
- 스패터
- 슬래그혼입
- 기공
- 고온크랙
- 저온크랙
3) 서브머지드 Arc 용접(SAW)
- 블로우홀
- 크랙
- 슬래그섞임
'건설기계기술사' 카테고리의 다른 글
| 용접 검사와 비파괴검사(NDT) (2) | 2024.11.13 |
|---|---|
| 고온균열, 저온균열의 원인 및 방지책 (0) | 2024.11.13 |
| 용접 결함의 종류 - 2 (균열 : 구조상의 결함) (1) | 2024.11.11 |
| 용접 결함의 종류, 발생원인 및 대책 - 1 (1) | 2024.11.10 |
| 용접 잔류 응력의 대책(완화) 및 변형 방지책 (0) | 2024.11.09 |



