1. 검사 공정에 따른 구분(용접공정별 용접검사)
- 용접 검사는 용접부의 안정성 및 신뢰성 확보를 목적으로 실시한다.
1) 작업검사 : 용접 전/중/후 등 필요에 따라 실시하는 검사
- 검사내용 : 용접공의 기능도, 용접 재료, 용접 설비, 용접 시공상황, 용접 후열 처리 등
2) 완성검사 : 용접 제품이 용접 품질을 만족하는지 검사
- 검사내용 : 파괴검사(DT), 비파괴 검사(NDT)
2. 검사 방법에 따른 구분
1) 표면 검사
- 육안검사(Visual Test : VT)
- 자분 탐상검사(MT)
- 침투 탐상검사(PT)
2) 내부 검사
- 방사선투과시험(RT) : x선 투과 검사, γ선 투과 검사
- 초음파 탐상검사(UT) : 진동수 0.5~15MHz의 초음파을 이용 - 종류 : 투과법, 펄스 반사법, 공진법
3) 기타 검사
- 누출검사(Leak test : LT) : 수압검사, 공압검사
- 와류 검사
- 외관 검사 : 렌즈, 현미경, 레이져, 게이지로 작은결함 및 수치 적부 검사에 사용
- 자기 검사 : 자화 전류 500 ~5,000A를 사용하여 자성체의 결함을 검사
- 화학적 시험법 : 화학 분석, 부식 시험, 수소시험
- 야금학적 시험법 : 파면 시험, 육안 조직 시험, 현미경 조직 검사, 설퍼 프린트 시험
3. 비파괴 검사(Non-Destructive Test : NDT)
- 재료를 파손하지 않고, 원형을 보존한 상태로 용접의 건전성, 성질, 상태 및 내부구조를 검사한다.
- 종류 : 육안검사(VT), 자분 탐상검사(MT), 침투 탐상검사(PT), 방사선투과시험(RT), 초음파 탐상검사(UT), 와류검사 등
1) 육안검사(VT)
- 시험체를 직접 또는 간접적으로 관찰하여, 다른 비파괴 검사 이전에 적용한다.
- 목적
- 언더컷, 오버랩, 균열, 슬래그 섞임 및 블로우 홀 등 용접 외관 검사
- 제품, 구조물이 설계 및 기준에 적합한지 검사
- 파괴 및 파손의 원인 분석 및 재발 방지책 수립
2) 방사선 투과검사(RT)
- x선, γ선을 이용하여 재료를 투과하고, 필름을 감광하여 재료 내부의 결함유무를 검사한다.
- 피사체의 밀도 및 두께에 따른 투과되는 정도가 달라지며, 필름의 밝고 어두운 정도로 확인한다.
- 기본 3 요소 : 방사선원, 시험체, 필름
- 감광 특성
(a). 이물질 존재시 : 강재의 밀도보다 낮아서 검게 나타남
(b). 기공 존재시 : 강재의 밀도보다 낮아 검고 둥근 형태로 나타남
(c). 텅스텐 혼입시 : 밀도가 높아서 희게 나타남
- 장점
(a). 자성, 판두께, 표면상태에 상관없이 검사 가능
(b). 검사결과는 필름 기록으로 보존하여 기록성이 있음.
(c). 피검사체의 두께의 1~2% 정도의 아주 작은 결함도 검출이 가능하며, 슬래그, blow-hole 검출 가능
(d). 재료 내부를 직접 확인 가능
(e). 구고적 결함 검출 가능
- 단점
(a). 미소균열(Micro Crack)과 모재면에 평행한 라미네이션 균열은 검출이 어려움
(b). 모재 두께는 75mm 이하로 제한되고, 두꺼운 제품일수록 방사선 노출시간이 길어진다.
(c). 방사선 조사방향이 결함과 평행해야 한다.
(d). 검사 비용이 고가이다.

3) 초음파 검사(UT)
- 피검사체에 탐촉자(Prove)를 접촉하고 내부에 초음파를 전달하여 결함부로부터 반사되는 초음파 에너지량, 시간 등을 분석하여 위치 및 크기를 판독한다.
- 측정방법
(a). 결함 위치 : 송신된 초음파가 수신될 때까지의 시간으로 측정
(b). 결함 크기 : 수신되는 초음파의 에코 높이나 결함 에코가 나타나는 범위로 판독

- 종류
(a). 펄스 반사법 : 시험체 표면에서 초음파를 내부에 전파하고 결함에서 반사되는 초음파(에코)를 검출하는 방법
(b). 투과법 : 시험체 앞면에 초음파 연속파를 투과하고 뒷면에서 수신되는 초음파를 검출하는 방법
(c). 공진법 : 초음파 공진을 이용하여 판의 두께나 라미네이션을 검출하는 방법
(라미네이션 : 기포나 개재물의 압연으로 인한 모재 결함에 따른 균열)
- 장점
(a). 시험체 두께에 제한이 없고, 한쪽면에서 시행할 수 있다.
(b). 균열 등 면상 검출 능력이 RT보다 우수하고, 내부 불연속의 위치, 크기, 방향 등 정확한 측정이 가능하다.
(c). 조사방향과 수직한 방향의 결함 검출이 가능하다.
(d). 휴대용으로 간편하고, 검사결과를 즉시 알 수 있다.
(e). 방사선에 의한 해가 없다.
- 단점
(a). 필름이 없어 기록의 보존이 곤란하다.
(b). 결함의 종류 식별이 어렵고, 초음파의 탐상 방향에 따른 영향이 크다.
(c). 표면이 거칠거나, 불규칙한 모양, 내부 조직의 입도가 크면 탐상이 곤란하다.
(d). 접촉 매질이 필ㅇ하고, 재료 내부 온도가 고온이면 측정이 어렵다
(e). 검사원의 숙련도에 따른 영향이 크므로 신뢰도가 낮아진다.
※ 위상배열 초음파(PAUT)
- 여러 개의 탐촉자로 구성된 배열 탐촉자를 사용하여 시험체 내부의 영상을 실시간으로 확인 가능
또한, 시험결과를 영상으로 저장, 검사 결과의 영구적인 기록 및 보존이 가능

4) 자분 탐상법(MT)
- 강자성체인 시험체에 자장을 걸어 누설 자장에 의해 형성된 자분 모양을 관찰하여 표면의 결함을 검출한다.
* 강자성체 : 철, 니켈 등과 같이 자기 변태점이 있는 금속

- 표면의 결함부에 자극이 형성되어 그 부분에 철분입자가 달라붙어 자분 무늬를 나타낸다.
- 장점
(a). 미세 표면의 균열 검출에 적합
(b). 검사비용이 저렴
(c). 검사품의 크기, 형상, 전방향 검출이 가능하며, 얇은 도장이 되어 있어도 가능하다.
- 단점
(a). 강자성체에만 국한된다.
(b). MT실시후 모재가 자화되었으므로 (Arc불림을 통한) 탈자가 필요하다.
(c). 전류를 직접 통전시 접촉부에서의 Arc 발생으로 검사품 손상이 우려된다.
- 종류
(a) 원형자화 : 자장이 원형으로 형성
(b) 선형자화 : 자장이 선형으로 형성
5) 액체 침투탐상시험(PT)
- 방법 및 순서
(1). 표면 전처리 : 침투제가 불연속부 속으로 침투할 수 있도록 이물질 등을 제거
(2). 침투처리 : 시험체에 침투제를 분무 후, 침투시간 5~10분 적용
(3). 세척처리 : 시험체 표면의 침투제를 세척
(4). 현상처리 : 시험체 표면에 현상액 도포
(5). 관찰(판독) : 모세관 현상에 의해 결함 내부의 잔류한 침투액이 검출
(6). 후처리 : 세척

- 장점
(a). 제품의 크기, 형상, 재질에 제한이 없다.
(b). 검사 속도가 빠르고, 방법이 간단, 비용이 저렴
(c). 판독이 용이함.
- 단점
(a). 시험 전 전처리가 필요하고, 표면이 너무 거친거나 다공성인 경우 불가능
(b). 시험 표면온도(15~52℃) 에 제한이 있다.(높은 온도 : 침투제 증발, 낮은 온도 : 점성 증가로 침투 능력 저하)
(c). 침투면이 침투제와 반응하여 손상을 입지 않아야 한다.
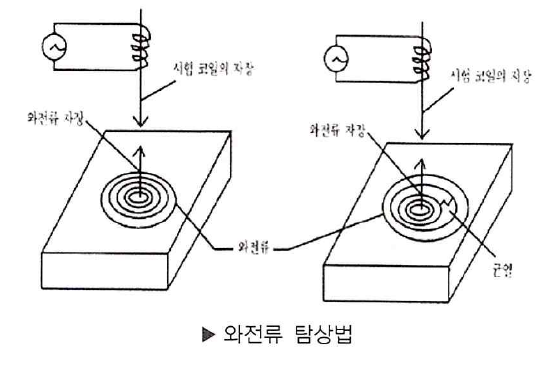
6) 와전류 탐상검사(Eddy Current)
- 금속 내 유기되는 와류전류의 작용을 이용하여, 금속표면이나 표면에 가까운 내부의 결함을 검사한다.
- 시험체를 관통하는 자속의 변화를 방해하려는 기전력(전자유도)에 의해 와전류가 생성되며, 이때 발생한 와전류의 변화를 검출하여 결함을 검사한다.
- 장점
(a). 검사체의 단열재, 코팅을 제거할 필요 없다.
(b). 유체 이송 및 온도에 제약이 없다. 장비가 비교적 간단하다.
- 단점
(a). 재료의 전자기적 특성으로 저합금강에만 적용 가능
(b). 정밀도가 타 검사에 비해 낮고, (최대/최소) 두께에 제한을 받는다.
'건설기계기술사' 카테고리의 다른 글
| 디젤 엔진의 유해배출가스와 저감장치 (0) | 2024.11.14 |
|---|---|
| 과급기의 종류 및 특성 (0) | 2024.11.14 |
| 고온균열, 저온균열의 원인 및 방지책 (0) | 2024.11.13 |
| 용접 결함의 종류 - 3 (용접불량 : 성질상의 결함) (0) | 2024.11.12 |
| 용접 결함의 종류 - 2 (균열 : 구조상의 결함) (1) | 2024.11.11 |



