반응형
1. 불활성 가스 아크 용접
1) 개요
전극은 텅스텐 봉이며, 용접봉과 다른 원소가 화합하기 어려운 불활성 가스(He, Ar)를 실드 가스로 사용하여, 대기로부터 Arc나 용융지를 보호한다.
- 불활성 가스 분위기 속에서 Arc를 발생, 용접하므로 용접부의 산화방지, Arc의 집중 및 안정화로 균일한 용접이 되며,용제를 사용하지 않는 것이 특징이다.
- 스테인리스 강, 알루미늄, 구리 및 합금강 등의 용접에 적용한다.
2) 종류
① TIG 용접(Tungsten-arc, Inert-Gas) GTAW : Gas Tungsten Arc Welding

가). 개요 : 전극은 텅스텐이며, Arc만 발생하는 비소모성이다.
- 피복하지 않은 와이어 상태의 용접봉을 별도로 사용한다.(비소모 전극방식, 전극 ≠ 용가재)
나). 장점
- Arc가 안정되고, 용접품질이 우수하다.
- 슬래그가 발생하지 않고, 스패터 발생이 거의 없다.
- 전자세 용접이 가능하며, 주로 전진법을 사용한다.
- 모든 금속의 용접에 적용가능하다.
- 박판 튜브, 파이프의 Root 패스에 사용한다.
다). 단점
- GMAW에 비해 생산성이 낮다.
- 용접사의 기량이 요구된다.
라). 용접기 구성
TIG Arc 용접기, 가스통, 전극테이블, 가스케이블, 접지(용접)케이블, 냉각수 공급장치, 토치 및 페달 등으로 구성
- 토치의 종류 : 공랭식(200Amp 이하), 수냉식(200Amp 이상)

마). 전원 및 극성
- 텅스텐은 융점이 높고, 일함수가 낮아 열전자 방출이 우수하다.
② MIG용접(Metal-arc, Inert-Gas) GMAW : Gas Metal Arc Welding
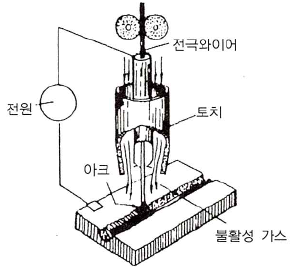
가). 개요 : 코일 상태의 와이어(Filler wire)가 전극과 용접봉을 겸하고 있어 용접봉이 필요 없으며, 실드가스에 의해 용착금속을 외부로 부터 보호한다. (소모 전극방식, 전극 = 용가재)
- 전극 소모식 용접법으로 전극에서 자기장에 의해 전자가 방출되고, 외부에서 송급장치에 의해 송급된다.
- 자기장에 의해 방출된 전자는 에너지가 낮으며, 이온의 중량이 커 에너지 전달량이 높다.
- 저전류를 사용하여 용융지가 작고 빠르게 냉각되어 뒤틀림 발생이 적다.
- 스패터가 아주 적고, 박판 용접에 효과적이다.
- 적용 : AL, Mg, Cu합금 및 스테인리스 강 용접봉
나). 장점
- 용제가 없어 용접부의 슬래그 제거가 불필요하고, 슬래그 혼입에 따른 용접 결함이 없어 경제적이다.
- 전류 밀도가 높고, SMAW에 비해 고 능률적이르로 용접속도가 빠르고, 양호한 용접이 가능하다.
- 자동화가 가능하며, 비교적 기능도가 덜 요구된다.
- 전자세 용접이 가능하다.
- 좁고 깊은 용접이 가능하며, 열영향부가 매우 적다.
다). 단점
- 슬래그가 없으므로 냉각 속도가 빨라 열 영향부에 용접의 금속조직과 기계적 성질이 변화하는 경향이 있다.
2. CO2 아크 용접(탄산가스 Arc 용접, FCAW)
1) 개요
- 고가의 불활성 가스 대신에 비교적 저렴한 탄산가스를 사용한 전극 소모식 용접법이다.
- 와이어 용접봉은 용제(Flux)를 내부에 채운 중공관 심성을 사용한다.
- 산화성가스가 발생하므로, 용접 와이어에 탄산제(Mn, Si)가 추가적으로 필요하다.
- 주로 연강 용접에 사용하며, 구조물의 대량 용접에 사용된다.


2) 장점
- 용접부 수소 함유량이 적어 용착금속의 기계적 성질이 우수하다.
- 모든 용접자세가 가능하고, 용접 비용이 저렴하다.
- 용입이 깊고, 고속의 용접이 가능하고, 용접 후 처리가 간단하여 경제성이 우수하다.
3) 단점
- 비드의 기복이 심하다.
- 가스 실드가 불안정하며 질소가스에 의한 기공이 발생한다.
- FCAW는 용제를 사용하므로 연기 및 슬래그가 발생하므로 통풍이 필요하다.
- 와이어의 건조가 불충분하거나 탄산가스의 수분이 많으면 냉간 균열이 발생한다.
- 복층 작업시 슬래그 제거가 불충분하면 슬래그 혼입 및 기타 용접결함이 발생한다.
4) 용접장치
① 용접 전원 : 직류전원, 직류 전동발전기, 교류전원
② 제어 장치 : 와이어 및 가스 송급 제어, 냉각수 송급제어
③ 토치 : 전자동 및 반자동식(공냉식 및 수냉식)
④ 기타 : 탄산가스 유량조정기, 가스압력계 및 냉각수 순환장치
3. CO2 용접과 MIG 용접의 비교
1) CO2 용접의 특성
- 토치 선단부를 통해 탄산가스를 공급하여 대기로부터 용융 금속을 보호한다.
- 와이어 용접봉은 용제(Flux)를 내부에 채운 중공관 심성을 사용한다.
- 고가의 불활성 가스 대신에 비교적 저렴한 탄산가스를 사용하여 경제성 측면에서 유리하다.
- 전극 소모식 용접법으로, 주로 연강 용접에 사용하며, 스패터가 많고, 중후판 용접에 적합하다.
2) MIG용접(Metal-arc, Inert-Gas) GMAW : Gas Metal Arc Welding
- 코일 상태의 와이어(Filler wire)가 전극과 용접봉을 겸하고 있는 전극 소모식 용접법으로 용접봉이 불필요하고, 실드가스에 의해 용착 금속을 외부로부터 보호한다.
- Argon Gas를 사용하며, 경제성이 떨어지고, 용착 금속에 기공이 잔류할 가능성이 높다.
- 전극에서 자기장에 의해 전자가 방출되고, 저전류를 사용하므로 용융지가 작고 빠르게 냉각되어 뒤플림이 적다.
- 스패터가 아주 적고, 박판 용접에 효과적이다.
반응형
'건설기계기술사' 카테고리의 다른 글
| 내연기관의 피스톤 링의 작용 (0) | 2024.11.29 |
|---|---|
| 열응력 및 선팽창 계수 (0) | 2024.11.29 |
| 크리프(Creep) 현상 및 특성 (0) | 2024.11.29 |
| 금속의 마모 현상 (0) | 2024.11.28 |
| 재료의 파괴 (0) | 2024.11.28 |



